Устройство гибочных станков
Рассмотрим устройство гибочных станков на примере листогибочного пресса SMD-PBA-40/1300
Станок состоит из станины 1, подвижной 2 и неподвижной балок 3, привода подвижной балки и системы крепления инструмента 4, системы задних упоров 5, компенсации прогиба 6, прочих вспомогательные приспособлений и устройств. Всем этим управляет ЧПУ 7.
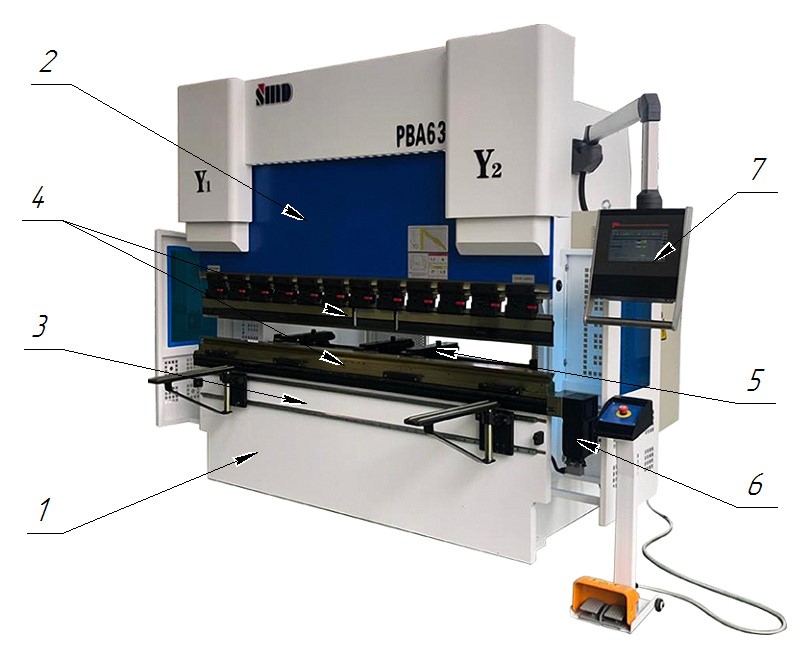
Штоки гидроцилиндров придают верхней балке движение в вертикальном направлении, при этом достигается необходимая глубина проникновения в матрицу пуансона. Задние упоры свободно перемещаются по глубине, вдоль линии гиба, и по высоте относительно линии гиба.
Краткие технические характеристики пресса SMD-PBA-40/1300
Характеристика | Значение |
Рабочее давление, т | 40 |
Рабочая длина гиба, мм | 1300 |
Просвет, мм | 460 |
Управляемые оси от ЧПУ | X, R, Y1/Y2, антипрогиб |
Габариты (ДхШхВ), мм | 2000х1500х2350 |
Вес, т | 4,5 |
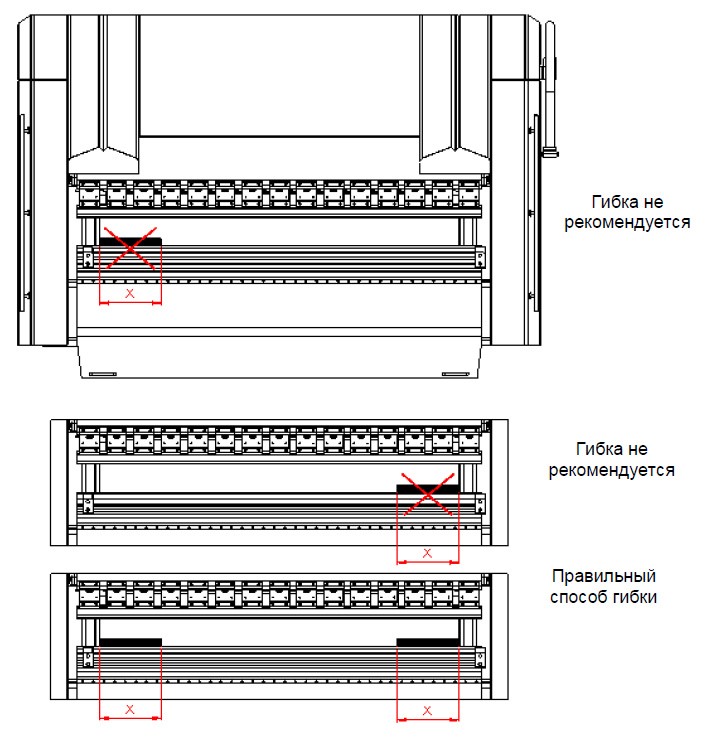
Деталь в процессе гибки должна располагаться в центре станка, не рекомендуется выполнять гибку на краю.
На сегодняшний момент (апрель 2021) мы располагаем инструментом позволяющим гнуть металл толщиной от 0,4 до 3 мм
Ограничения по минимальной полке гиба:
- для толщин от 0,4 до 1,0 мм минимальная полка загиба 6 мм (или 4 мм при использовании специальных накладок для упора – использовать по согласованию с технологом)
- для толщин 1,2-2мм минимальная полка гиба 9 мм
- для толщины 2,5 мм минимальная полка гиба 12 мм
- для толщины 3 мм минимальная полка гиба 15 мм
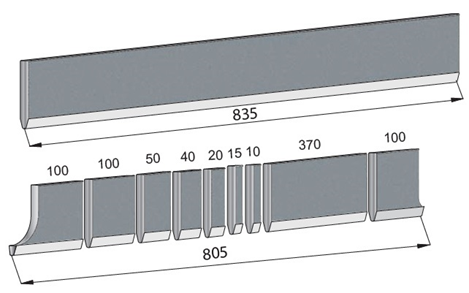
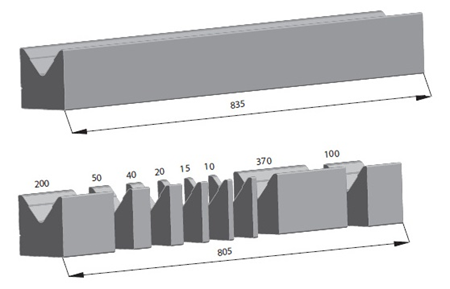
Рабочими элементами гибочного пресса являются пуансоны (верхний инструмент) и матрицы (нижний инструмент). Инструмент подбирается оператором обслуживающим станок в зависимости от толщины металла и конфигурации профиля детали, которую необходимо согнуть.
Гибочный инструмент по длине стандартизирован, существует определенный ряд длин и сегментов. Боковые сегменты пуансона имеют вырезы, позволяющие гнуть детали «коробчатого» типа