Технология гибки листового металла
Гибка листового металла
Гибка листового металла — одна из распространенных операций холодного деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
На сегодняшний день гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа «свободной» или «воздушной» гибки.
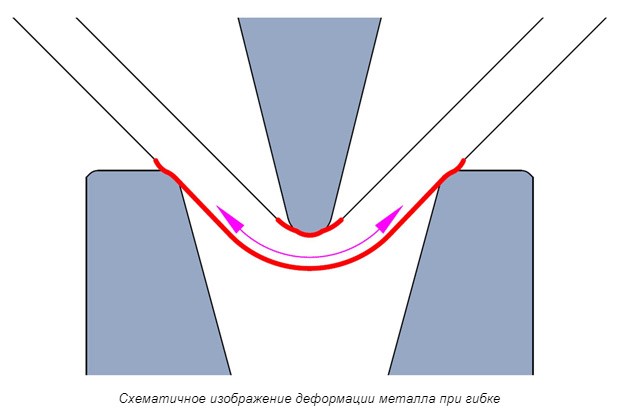
Гибка на станках этого типа основана на принципе трех точек. Лист опирается на две точки матрицы. Пуансон давит на лист между двумя точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания). Так называемый «нейтральный слой» остается на месте. Положение нейтрального слоя в толщине изогнутого металла зависит от многих причин и в первую очередь от толщины материала, от метода гибки и от внутреннего радиуса изгиба.
При моделировании необходимо использовать следующие коэффициенты:
Толщина металла , мм | Внутренний радиус гиба вн, мм | Коэффициент нейтрального слоя |
0,5 | 0,8 | 0,4 |
0,8 | 0,8 | 0,35 |
1 | 0,9 | 0,36 |
1,2 | 1 | 0,4 |
1,5 | 1,3 (на 8 матрице, использовать по согласованию с технологом, имеются ограничения) | 0,4 |
1,5 | 1,8 | 0,38 |
2 | 1,8 | 0,37 |
2,5 | 2,5 | 0,4 |
3 | 3 | 0,4 |